
thats going to be a real bonus...... I had to do it the hard way...with a mile high pile of scrap !! hahaha
you have to get used to the way they label the control panel....and after you do, it will really make sence and as mentioned, you will be blown away by the array of choices you will have to make the welder perform just how you want it to....
Notice: We request that you don't just set up a new account at this time if you are a previous user.
If you used to be one of our moderators, please feel free to reach out to Chris via the facebook Outerlimits4x4 group and he will get you set back up with access should he need you.
If you used to be one of our moderators, please feel free to reach out to Chris via the facebook Outerlimits4x4 group and he will get you set back up with access should he need you.
Recovery:If you cannot access your old email address and don't remember your password, please click here to log a change of email address so you can do a password reset.
Which Tig Welder should I buy ?
Moderators: toaddog, TWISTY, V8Patrol, Moderators

So did I Harb. My inverter OTC 300 amp machine gave me a very good grounding in just what can be achieved if you persist in getting the most out of the inverters.Harb wrote:thats going to be a real bonus...... I had to do it the hard way...with a mile high pile of scrap !! hahaha
I just love it on the welding forums where they say "my xyz machine is 50 years old and it will rung rings around these new fangled inverters". The truth is, they don't, can't and never will be able to do what the inverters can.
The exception to the rule is Millers Aerowave but it's not built anymore and it's been replaced by the Dynasty 350/700 amp inverter versions with even more features than the original Aerowave.
Regards Andrew.
We are Tig welders, gravity doesn't worry us.
[img]http://www.studmonkeyracing.com/forums/smilies/weld.gif[/img]
[img]http://www.studmonkeyracing.com/forums/smilies/weld.gif[/img]
The thing going to an inverter did for me was make welding a real pleasure........ I now really look forward to welding because I know I can dial the welder in to weld with precision for a particular job.... its just great.
I am just waiting on my Smith Mixer to come in from the states so I can muck about with some helium/argon mixes.
I am just waiting on my Smith Mixer to come in from the states so I can muck about with some helium/argon mixes.
Harb
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
Any chance you could do a quick 'how to' write up for TIG settings awill? Just explaining the general effect of 2T/4T, pulse width, pulse frequency, AC frequency, AC balance, etc?
I bought a cheapy WeldSmart 200P as they're based locally in WA and were the only AC TIG I could find for under $4k+ at the time. Have only needed MMA thus far though and haven't hired a bottle for it, but would be good to understand what each setting does.
The WeldSmart 200P is single phase 200A AC/DC (60% duty cycle at 200A) with HF start, AC/DC pulse, foot pedal, AC frequency adjust (30-200Hz), pulse frequency adjust (0.5-5Hz), pulse width, downslope adjust etc. Only a toy compared to the Millers, Kemppis etc but likely capable of welding a hell of a lot better than I'll ever be able to!
I bought a cheapy WeldSmart 200P as they're based locally in WA and were the only AC TIG I could find for under $4k+ at the time. Have only needed MMA thus far though and haven't hired a bottle for it, but would be good to understand what each setting does.
The WeldSmart 200P is single phase 200A AC/DC (60% duty cycle at 200A) with HF start, AC/DC pulse, foot pedal, AC frequency adjust (30-200Hz), pulse frequency adjust (0.5-5Hz), pulse width, downslope adjust etc. Only a toy compared to the Millers, Kemppis etc but likely capable of welding a hell of a lot better than I'll ever be able to!
Sweet you mean all the lights in the street won't dim when I turn her onawill4x4 wrote:You're in for quite a steep but very interesting learning curve SteelArt. Coming from an older transformer machine the array of options particularly in the various AC waveforms will seem confusing at 1st. but once you get your head around what a particular function does, it really opens your eyes as to just how good the inverter welders are.SteelArt wrote: Sweet good to hear a welding geek like yourself picked the same welder I ended up settling on. I went with the water cooler and foot control got a better deal up front than what I would have gotten later.
Don't get me wrong, you'll max out your amps every now and then and wish for the sheer grunt of your old machine but on smaller sections it will blow the transformer machines out of the water.
For me the most important functions in AC welding are the AC hertz frequency and the AC balance. By changing these 2 settings you radically change what you can weld and its appearance.
If you want any pointers please ask, I'm only too happy to let you know some of the settings I use.
Regards Andrew.
The old girl has a lot of grunt, not to many machines you can tig 10mm alloy with BUT from the few welds I ran with the Kemppi I was quite impressed with the feel.
I am sure I will have quite a few questions once I start playing, reading the manual it has just a few more settings than the old one
Hey Awill........ I recon you'd be a bit of a gun welder too.... how about some pic's of your work.
I really like weld porn, really gets me into gear and out fabing
I really like seeing what others are fabricating, there are some pretty cool things around.
I really like weld porn, really gets me into gear and out fabing
I really like seeing what others are fabricating, there are some pretty cool things around.
Harb
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
Shouldn't that post be accompanied buy some pics of your work ? heck even more pics of your cool tools so I can be motivated to keep doing cashies to buy more myself...Harb wrote:Hey Awill........ I recon you'd be a bit of a gun welder too.... how about some pic's of your work.
I really like weld porn, really gets me into gear and out fabing
I really like seeing what others are fabricating, there are some pretty cool things around.
And don't forget your stuff too mate you.ve got some pretty cool tools too and I recon you might just ba able to use them as well
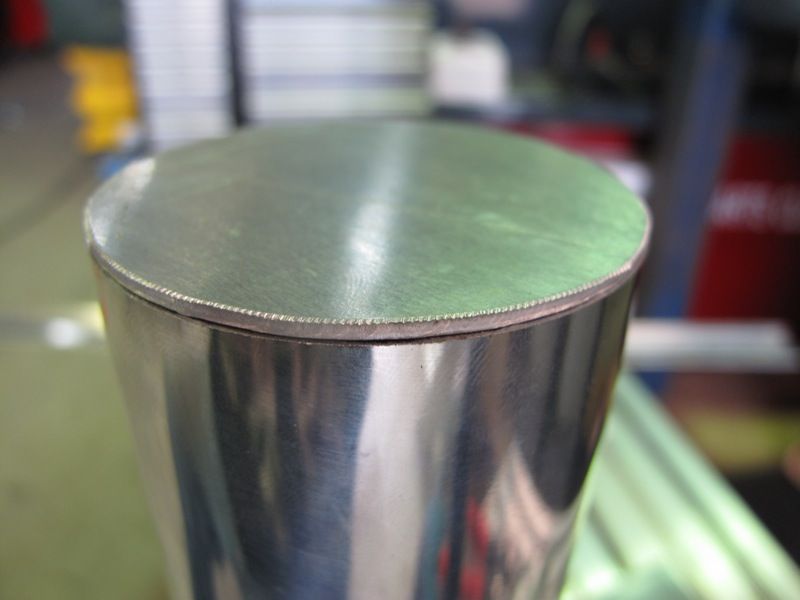
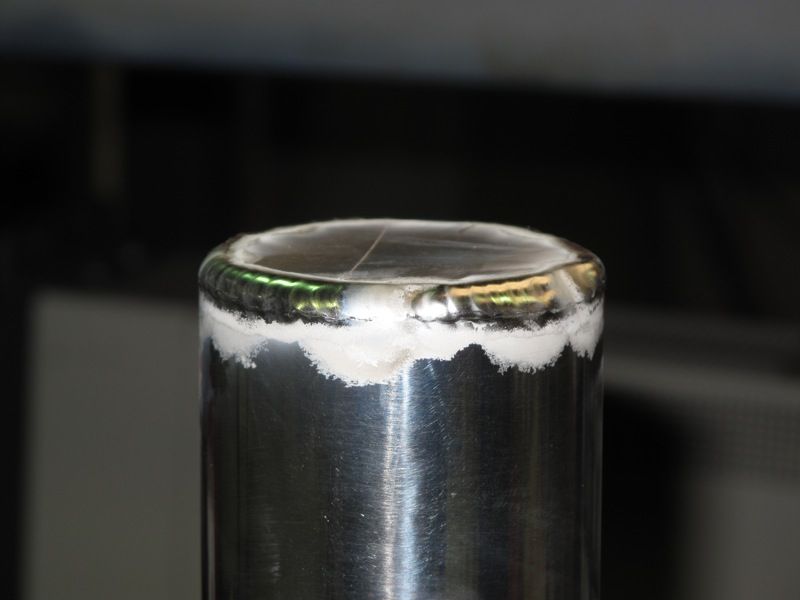
My last big project was this catch can, hahaha.....sincee then its been all work work because I have had to pull my shed apart for the reno's that still aren't finished....ggrrrrr I wont get onto that 

My last big project
Harb
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
I have a few tools, use to think I had a lot till I started reading your posts.Harb wrote:And don't forget your stuff too mate
I will see what job pics I can fin around the place... I will have some by the end of the week for sure as I will be laid filler on everything to justify the new TIG.
Ok, here's some things my mate that I work for after hours and I play with.
How about a 12 core Laminova water to air intercooler on a twin turbo LS1 in a 52 Mercury. (long project we don't have time to get back on at the moment.)

A pair of Matich Formula 5000 radiators (1 either side of car and a pr1ck of a job)

Another radiator in a slammed 50 Mercury. Check the tube orientation and then try and figure out the tank configuration

Maybe rather than fill the thread with pics just look at my mates website, all sorts of neat stuff in there
http://www.trikfab.com.au/
Regards Andrew.
How about a 12 core Laminova water to air intercooler on a twin turbo LS1 in a 52 Mercury. (long project we don't have time to get back on at the moment.)
A pair of Matich Formula 5000 radiators (1 either side of car and a pr1ck of a job)
Another radiator in a slammed 50 Mercury. Check the tube orientation and then try and figure out the tank configuration
Maybe rather than fill the thread with pics just look at my mates website, all sorts of neat stuff in there
http://www.trikfab.com.au/
Regards Andrew.
We are Tig welders, gravity doesn't worry us.
[img]http://www.studmonkeyracing.com/forums/smilies/weld.gif[/img]
[img]http://www.studmonkeyracing.com/forums/smilies/weld.gif[/img]
pretty cool andrew....... don't worry about filling the thread with Pics..... I don't know anybody thats into cars or 4wds that doesn't like fab and welding Pics....even those that don't make stuff themselves generally like it, or sometimes it even inspires them to have a go........
Especially when they see stuff like this...... I love that out of the square fab work.....great stuff mate
Especially when they see stuff like this...... I love that out of the square fab work.....great stuff mate
Harb
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
I am starting an engineering trade in 2 months and looking at buying an inverter. Never tigged before although i'm not too bad with wire filling oxy/accetylene (similar process yeah?)
Last edited by GAS-747 on Wed Aug 04, 2010 10:30 pm, edited 2 times in total.
GAS , its like all other welding really, if you spend a bit of time doing the prep work, it will save you hours grinding the weld out and doing it again.
TIG is I think probably the most sensitive to good prep than any other type of welding, but if you do it, you will get outstanding results as payment.
If you have filler rod control down pat with an oxy, you will be one step ahead......
I'll give you and example with the catch can above.....
it was just a little project, but like all projects if you make sure the prep work is done right, you will have an easy time with it....
make sure all your measurements are spot on and that any joints or gaps are kept to a minimum......unless required.



TIG is I think probably the most sensitive to good prep than any other type of welding, but if you do it, you will get outstanding results as payment.
If you have filler rod control down pat with an oxy, you will be one step ahead......
I'll give you and example with the catch can above.....
it was just a little project, but like all projects if you make sure the prep work is done right, you will have an easy time with it....
make sure all your measurements are spot on and that any joints or gaps are kept to a minimum......unless required.
Last edited by Harb on Sun May 23, 2010 11:33 pm, edited 1 time in total.
Harb
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
Ok Moph, I'll give a bit of a run through of stuff that relates to my Kemppi as that will help Steel Art as well so I'll go through some of the Kemppi features as seen on the fascia panel below.Moph wrote:Any chance you could do a quick 'how to' write up for TIG settings awill? Just explaining the general effect of 2T/4T, pulse width, pulse frequency, AC frequency, AC balance, etc?

With the Kemppi it's a case of following the bouncing ball, (or red light in this instance) as it moves along the line you are adjusting.
Top line is obvious, the light that comes on signifies you are welding either AC, Mix Tig, DC-, DC+ or MMA (electrode)
The next series of lights follow the black, red and blue lines and are controlled by the arrow buttons either side of the return button.
The 1st light is initial current (if you are using the torch switch in 4T mode) this is set as a percentage figure of your average welding current.
Next is ramp up time in seconds.
Then Mix Tig settings if you're using this function. I have to admit I've never really played with this much.
Next is current and Minilog (red section) which is a great setting if you don't have a foot pedal. Minilog allows you to set an amperage as a percentage below what your welding current is. This is great for thin Aluminium as with a touch of the torch button the amps will drop, it's great as the Alum heats up and allows you to keep the arc going but not overheat the weld joint. When it's cooled enough tap the button again and it's back on the welding current. As I reach the end of a weld joint I often cycle back and forth repeatedly so it doesn't overheat at the end of the joint.
The blue section represents the pulse settings, the upper is what you set the amps you want and the lower is the percentage below what the hot amps are (I usually work at around 30-40%) Pulse ratio can also be set and I usually use a 50% pulse and 50% base current so both sides of the complete circuit are the same length in time.
Pulse frequency can also be set here, I'll generally use a frequency of around 0.7-0.9 pulses per second, any more than that and you don't have time to react in synching your filler feed to the upper pulse current.
The 2T, 4T, Minilog and 4T log are how you set your torch switch, 2T is basically On/Off as you press and let go the switch, 4T is starting current when you hold the switch down, let it go and it goes to welding current, press again and it goes to crater fill I think, then let it go and it goes off.
Minilog is as I explained previously, it's basically a 4T but with the added feature of Minilog when you just tap the switch rather than holding it down.
I can't tell what 4T Log is as I use Minilog exclusively if I'm not using the foot pedal.
Quick setup allows access to the AC Hertz frequency, AC balance and AC waveform in either square wave or sine wave.
To access, press the quick setup button then quickly press the arrows either side of the return button. Once your into the feature you want to adjust just adjust it with the big red knob .
I normally weld with square wave and an AC balance around -40 to -45. I'm constantly changing the AC frequency from around 70 Hz if I want a soft weld to 200+ Hz if I want a really tiny tight weld. (it's a fabulous feature, and this feature alone is what makes inverters great)
Sine wave I will use when I'm after a really soft flowing weld like welding an outside joint like you would do when welding a fuel tank shell.
I use HF start all the time never contact.
Synergic, pulse and spot.
Synergic is a very fast pulse usually used for Stainless welding.
Pulse is to turn on the pulse to whatever settings you have set yourself.
Spot I've only used rarely. sometimes on thin Stainless.
Memory are settings you save when you find a setting you like. I don't really bother I just write them down on a white board for commonly repeated welding jobs.
Pedal and the torch icon signify your using either the pedal or the switch on the torch. If your using the pedal you have to light up the panel light with the up and down arrows to change the welding settings.
I hope this is a help as I'm tired of typing now.
Regards Andrew.
We are Tig welders, gravity doesn't worry us.
[img]http://www.studmonkeyracing.com/forums/smilies/weld.gif[/img]
[img]http://www.studmonkeyracing.com/forums/smilies/weld.gif[/img]

here's another small job.... had to make a replacement intercooler tube........
so much better out of Aluminium.
This one done with my oldest tig... a Lincon Ideal Arc 300...... big as a washing machine....a really big washing machine
Just fitted it up with a new torch and leads, so had to make something

Lately I have been playing around with Gas Lenses to try and get better shielding on jobs where I have more room.....
they really are a huge help if you want to run less volume and get better shielding.

so much better out of Aluminium.
This one done with my oldest tig... a Lincon Ideal Arc 300...... big as a washing machine....a really big washing machine
Just fitted it up with a new torch and leads, so had to make something
Lately I have been playing around with Gas Lenses to try and get better shielding on jobs where I have more room.....
they really are a huge help if you want to run less volume and get better shielding.
Harb
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
Yeah I would hold out until you are sure what you need....... for your budget I am sure you can find a good welder.
Not sure what the guys have paid for there Kemppi's.....
The only thing I would say is stay away from the Chinese Welders.
Maybe in 5 years they will be ok, but at the moment the QC is pretty ordinary and they are definately built to a lower standard.....sorry all you chinese welder owners out there......
Not sure what the guys have paid for there Kemppi's.....
The only thing I would say is stay away from the Chinese Welders.
Maybe in 5 years they will be ok, but at the moment the QC is pretty ordinary and they are definately built to a lower standard.....sorry all you chinese welder owners out there......
Harb
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
i dont know harb, they seem to be holding up a lot better than i expected
obviously the stablility of the arc can't compare with the big $$ machines
but for the money of the unimig, weldmaster & jasic machines they have got a lot of people into the market that wouldn't have normally been able
to afford it. although now the inverters are taking over the old idealarc and the like can be picked up quite cheap, but few have the power to run them.
obviously the stablility of the arc can't compare with the big $$ machines
but for the money of the unimig, weldmaster & jasic machines they have got a lot of people into the market that wouldn't have normally been able
to afford it. although now the inverters are taking over the old idealarc and the like can be picked up quite cheap, but few have the power to run them.
Yeah I would agree they do offer a way in......
The really really chinese ones like the DIm Sim Deep Arc specials are the ones I am a bit sus on......
The better known brands are probably ok I think because you have a known company backing them up.
That You Tube Video of that bloke smashing his chinese welder with a sledge hammer has etched an image into my head hahaha
The really really chinese ones like the DIm Sim Deep Arc specials are the ones I am a bit sus on......
The better known brands are probably ok I think because you have a known company backing them up.
That You Tube Video of that bloke smashing his chinese welder with a sledge hammer has etched an image into my head hahaha
Harb
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
http://www.4wdmonthly.com.au/shed/index.php?id=2244&im=1
im with you now, the 500 buck ebay specials your refering too.
had a bloke come into work not that long ago trying to get us to fix
one that was under waranty, i asked why he didnt take it back to
the seller and he said he rang them and they would only supply the
parts to repair it. some warranty.......
had a bloke come into work not that long ago trying to get us to fix
one that was under waranty, i asked why he didnt take it back to
the seller and he said he rang them and they would only supply the
parts to repair it. some warranty.......
Low end of your BudgetGAS-747 wrote:What machine should I be looking at?
Want to spend around $2500 but can squeeze approx $5000 if I had to.
Something with all the bells & whistles, good after sales service & spare parts repairs etc...
(Will have a better idea & understanding of what I want/need once I start my TAFE course I guess)
Jasics 315AC/DC
$2,200 + GST "pulse ac/dc tig"
Higher End
KEMPPI MASTERTIG MLS 2300 AC/DC
ACS BASIC PANEL
TIG TORCH TTC 220 8 M
EARTH CABLE 35MM2 5 M
Argon regulator
$4641 + GST
I have seen a few of the reputable welding shops selling the Jasics
Who is online
Users browsing this forum: No registered users and 1 guest