Page 1 of 11
The Welding Thread
Posted: Tue Sep 28, 2010 7:54 pm
by hiluxpunisher
Due to the increase in recent thread hi-jacks regarding welding we thought it was about time we battled it out in one spot

Here is 3 different styles of weld which we use while working on custom fabrication projects at Buds Customs.
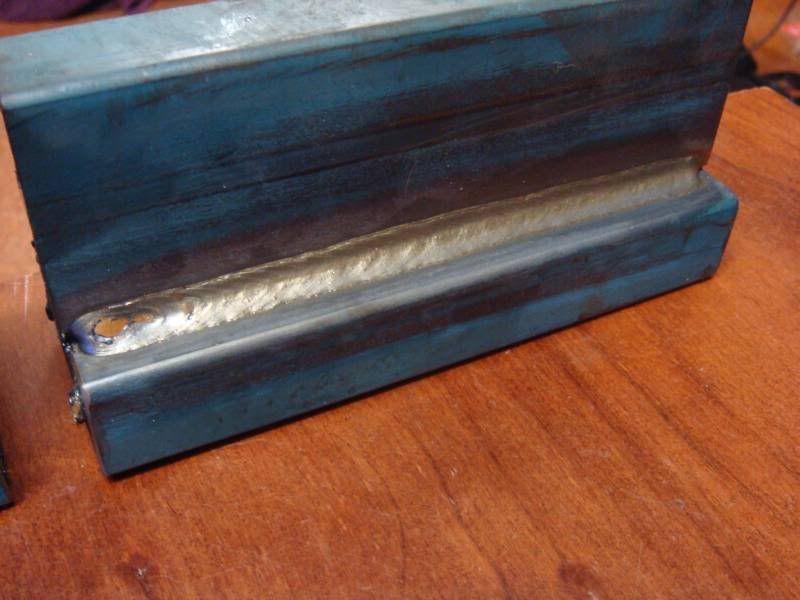
These were done on some offcuts of 50x25x2 RHS, Welder is a Lincoln 255 Remote, with 0.9 wire using Air Liquide Arcal gas
Welders settings were not adjusted between welds, nor wire speed.

The taboo tac-tac

Bad shot of the pause move on.

Straight fillet.
Now comments are only welcome once you have posted your welds
And no showing a 10mm fillet on a 12mm piece of plate


Re: The Welding Thread
Posted: Tue Sep 28, 2010 8:09 pm
by Struth
240V 200A Migomag 0.9 with a Binzel baby torch, all welded in position,


Wheres the inverted J weave
Test welds are easy peasy, I did heaps when I got my ticket way back when
Re: The Welding Thread
Posted: Tue Sep 28, 2010 8:17 pm
by Z()LTAN
Ill play...
I dont claim to be a guru welder but i think i can glue steel together alright
Single run with 250A welder 1.2 wire set at appx. 90% duty
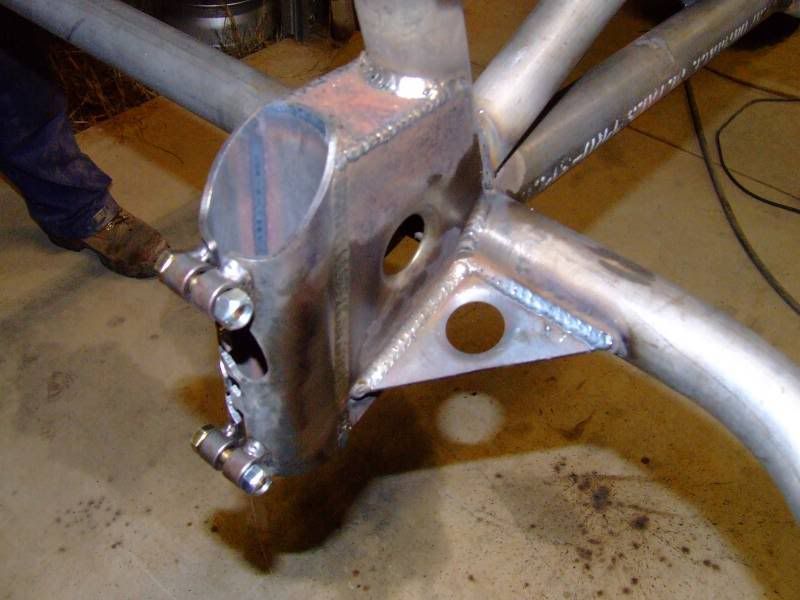
NB32 sch40 cross brace

NB32 sch40 internal

10mm gussets on NB40 sch40 Main hoop

6mm Beadlock

Single run vertical down 250A welder .9 wire set at appx. 50% duty
3mm Airbox

Re: The Welding Thread
Posted: Tue Sep 28, 2010 8:53 pm
by ETU47
no vertical ups pics???
Re: The Welding Thread
Posted: Tue Sep 28, 2010 9:22 pm
by hiluxpunisher
nice nice prep welds are easy buddy going to post my work in a min

Re: The Welding Thread
Posted: Tue Sep 28, 2010 9:26 pm
by Z()LTAN
i can see this turning into a stroke fest

Re: The Welding Thread
Posted: Tue Sep 28, 2010 9:29 pm
by hiluxpunisher
its all in good fun stops the bull shit on peoples threads this way people can display the workmanship and recive positive feed back ,,,, enough of this " your welding is crap" to make such a claim you need to provide pics of your own welding befor being able to put someone down

Re: The Welding Thread
Posted: Tue Sep 28, 2010 10:10 pm
by bubs
Re: The Welding Thread
Posted: Tue Sep 28, 2010 10:15 pm
by hiluxpunisher

i like to thank my sponsors wild turkey and buds customs

Re: The Welding Thread
Posted: Tue Sep 28, 2010 10:44 pm
by hokey
i was hoping for a bit more explanation about the welds opposed to just people showing how good they can weld
of the first 3 methods are all of them acceptable in auto fab? would you say for a strength weld that the straight fillet is the way to go?
cheers
Re: The Welding Thread
Posted: Tue Sep 28, 2010 10:48 pm
by hiluxpunisher
hokey wrote:i was hoping for a bit more explanation about the welds opposed to just people showing how good they can weld
of the first 3 methods are all of them acceptable in auto fab? would you say for a strength weld that the straight fillet is the way to go?
cheers
yes all 3 methods are all of them acceptable in auto fab pratice makes perfect .....for strength a fillet weld is prefered but keeping in mind that the weld only needs to be as strong as the material it is attached to
Re: The Welding Thread
Posted: Tue Sep 28, 2010 11:17 pm
by brooksy
hiluxpunisher wrote:
yes all 3 methods are all of them acceptable in auto fab pratice makes perfect .....for strength a fillet weld is prefered but keeping in mind that the weld only needs to be as strong as the material it is attached to
Exactly Simon
I might drag some welds out tomorrow as I am buggered & going to bed
brooksy
Re: The Welding Thread
Posted: Wed Sep 29, 2010 9:06 am
by rockcrawler31
I have a question about this. I started on MIG, went to ARC and have found that can actually get a better looking weld (better "structurally" looking not just pretty) with arc than i can with MIG. It seems like my mig welds just sit on top of the joint or fillet and produce a raised up bead instead of burning in like the arc does. I've noticed that the MIG welds here all seem to have a decent amount of burning in so i started thinking about it. Is it better to run a smaller wire with a faster wire speed so that you can run a higher amperage for a given job? that way you get good burn in without the issue of your wire burning back into the gun?
I've just found that chipping slag and working on thinner materials with arc is a bit of a pain even though i'm getting ( i think) better welds.
Although having said that, sometimes in tight spots it's easier to get an electrode in than a MIG gun.
Also on vertical ups, if you're using MIG is it bad to do a short run, pause, do a short run and so on to stop the weld pool running and falling off? Kind of like and extended tac, tac. I mean, you're still going to have a fair bit of heat travelling up into the oncoming weld zone to preheat it right?
Sorry if these are all complete noob questions
Re: The Welding Thread
Posted: Wed Sep 29, 2010 9:13 am
by tehekho
I got a stick welder from a garage sale and started sticking steel to steel a few months ago...

2 bits of 3mm flat bar stuck together to make a spacer for a bending brake I made...

I know my welds aren't that* bad because the slag comes off before I need to use the slag hammer
*subjective word.
EDIT: Rockcrawler - I'm homegrown but shh...
I've found with vertical up its best to simply move side to side, and pause at each side to let the puddle on the other side freeze, so when you go back you don't blow through or make the puddle fall out. This is with stick though, not MIG, and from a total noob welder...
Re: The Welding Thread
Posted: Wed Sep 29, 2010 10:35 am
by Struth
rockcrawler31 wrote:I have a question about this. I started on MIG, went to ARC and have found that can actually get a better looking weld (better "structurally" looking not just pretty) with arc than i can with MIG. It seems like my mig welds just sit on top of the joint or fillet and produce a raised up bead instead of burning in like the arc does. I've noticed that the MIG welds here all seem to have a decent amount of burning in so i started thinking about it. Is it better to run a smaller wire with a faster wire speed so that you can run a higher amperage for a given job? that way you get good burn in without the issue of your wire burning back into the gun?
I've just found that chipping slag and working on thinner materials with arc is a bit of a pain even though i'm getting ( i think) better welds.
Although having said that, sometimes in tight spots it's easier to get an electrode in than a MIG gun.
Also on vertical ups, if you're using MIG is it bad to do a short run, pause, do a short run and so on to stop the weld pool running and falling off? Kind of like and extended tac, tac. I mean, you're still going to have a fair bit of heat travelling up into the oncoming weld zone to preheat it right?
Sorry if these are all complete noob questions
Milo, if you weld seems to be bulgy (too high deposition rate) then a lot of the time this can be because the welding machine is either to low powered for the job or settings are wrong (too high wire feed or too low volts).
What gas are you using, gas choice makes a lot of difference in the weld deposition and wether or not enough heat is being generated to create a truly liquid weld pool. Most of the argosheild type gases will do for mild steel.
Vertical up with a MIG needs to be done with a xmas tree pattern for the first run, which means you lay a spot of weld then move up to lay another spot of weld then drop to the left, pause, across to the right, pause then up above the spot previously laid then drop left, pause, across right, pause up again.
The spots act as a bridge or support for the left to rights which prevent the weld simply falling away from the job. each time you drop to the left you should pause just above a spot.
Geez that probably makes no sense to someone who hasn't seen it.
Anyway, second runs on vertical ups are then done with a simple weave in the up direction.
Cheers
Re: The Welding Thread
Posted: Wed Sep 29, 2010 10:41 am
by rockcrawler31
Struth wrote:
Milo, if you weld seems to be bulgy (too high deposition rate) then a lot of the time this can be because the welding machine is either to low powered for the job or settings are wrong (too high wire feed or too low volts).
ahh. i've found that turning up the power blows through or winding back the feed rate leaves the wire burning back into the gun. Although a little more practice and faffing around with settings probably wouldn't hurt.
What gas are you using, gas choice makes a lot of difference in the weld deposition and wether or not enough heat is being generated to create a truly liquid weld pool. Most of the argosheild type gases will do for mild steel.
It's never been my gas or bottle, but i'm guessing argoshield of some description
Vertical up with a MIG needs to be done with a xmas tree pattern for the first run, which means you lay a spot of weld then move up to lay another spot of weld then drop to the left, pause, across to the right, pause then up above the spot previously laid then drop left, pause, across right, pause up again.
The spots act as a bridge or support for the left to rights which prevent the weld simply falling away from the job. each time you drop to the left you should pause just above a spot.
Geez that probably makes no sense to someone who hasn't seen it.
Anyway, second runs on vertical ups are then done with a simple weave in the up direction.
Cheers
Re: The Welding Thread
Posted: Wed Sep 29, 2010 11:32 am
by brooksy
A lot depends on how quick you are running across the work piece. If you are feeding the gun across the job too slow you will have excessive pool buildup & will be left with a shoulder on your weld edge. Do some test pieces that are the same enviroment as what you intend on welding. Practising hand speed & gun angle position in relation to wire feed & amps are all part of the skill as a whole. Not just playing with the welder itself, something that more hobbiests need to realise.
brooksy
Re: The Welding Thread
Posted: Wed Sep 29, 2010 12:23 pm
by Struth
brooksy wrote:A lot depends on how quick you are running across the work piece. If you are feeding the gun across the job too slow you will have excessive pool buildup & will be left with a shoulder on your weld edge. Do some test pieces that are the same enviroment as what you intend on welding. Practising hand speed & gun angle position in relation to wire feed & amps are all part of the skill as a whole. Not just playing with the welder itself, something that more hobbiests need to realise.
brooksy
Yep and learning to actually watch the weld pool and understand what is going on as far as penetration and deposition will allow you to make those minor adjustments in your control of the torch as you weld.
Practice really is key to welding once you have learnt the basics about what is actually going on when you weld, penetration, deposition, volts, amps, torch angle and speed.
It is also important to realise what your gas flow rate can do to a weld, too much flow will create large gas turbulence at the weld pool and cause all sorts of welding issues, really about 10 to 11 lpm is all that is required for mild steel on automotive app's such as we do. We all know what too little flow does.
Cheers
Re: The Welding Thread
Posted: Wed Sep 29, 2010 3:00 pm
by hiluxpunisher
yes this is good, this is what i hoped this thread would do , the bring together of welders to share good quality work and teach others with little or no skills how they cant perfect the skills
all questions welcome eays to answer a stupid question then have to repair a stupid mistake
Re: The Welding Thread
Posted: Wed Sep 29, 2010 7:37 pm
by bj on roids
Love this thread. Will post some of my stuff up for a laugh soon. Mostly grind back and lots of paint style welding for me!
Re: The Welding Thread
Posted: Wed Sep 29, 2010 8:56 pm
by Struth
bubs wrote:Heres some simon

That outside weld on the rhs castor plate looks machine welded, if not it is very impressive.
Cheers
Re: The Welding Thread
Posted: Wed Sep 29, 2010 9:17 pm
by Mr DJ
I believe Simon did it all including the ball ends ...
skillz
Re: The Welding Thread
Posted: Wed Sep 29, 2010 9:21 pm
by hokey
i've always just done vertical welds top to bottom to avoid the weld dripping down and not burning in well. haven't come across a situation where i've only been able to go bottom to top and can't think of when i'd have to?
Re: The Welding Thread
Posted: Wed Sep 29, 2010 9:46 pm
by hiluxpunisher
Struth wrote:bubs wrote:Heres some simon
That outside weld on the rhs castor plate looks machine welded, if not it is very impressive.
Cheers
yer mate thats all me ty

Re: The Welding Thread
Posted: Wed Sep 29, 2010 9:48 pm
by Struth
hokey wrote:i've always just done vertical welds top to bottom to avoid the weld dripping down and not burning in well. haven't come across a situation where i've only been able to go bottom to top and can't think of when i'd have to?
Vertical downs are ok in most situations but do not offer good root penetration which is critical in some situations.
Cheers
Re: The Welding Thread
Posted: Wed Sep 29, 2010 9:50 pm
by hiluxpunisher
hokey wrote:i've always just done vertical welds top to bottom to avoid the weld dripping down and not burning in well. haven't come across a situation where i've only been able to go bottom to top and can't think of when i'd have to?
a vertical up is mainly used in construction and extreamly heavy fab where strength and penatration is a MUST where the job can not be rotated or moved to be able to do a filet weld
Re: The Welding Thread
Posted: Wed Sep 29, 2010 10:17 pm
by Struth
You also cannot do a vertical down with an arc welder, it just don't work.
The slag falls ahead of the weld pool instead of resting behind it and sheilding the weld from the air.
Cheers
Re: The Welding Thread
Posted: Thu Sep 30, 2010 8:13 am
by uninformed
3mm sheet butt weld....for firearms safe. total run was 1400mm long. backsteped working away from center in 200mm runs

Re: The Welding Thread
Posted: Thu Sep 30, 2010 8:14 am
by uninformed
12mm - 3mm fillet weld

Re: The Welding Thread
Posted: Thu Sep 30, 2010 8:15 am
by uninformed
5mm - 8mm fillet weld